 If your plant, hospital or campus uses a significant amount of electricity and fuel is used for heat, you may want to take a look at cogeneration. Cogeneration is an integrated energy system that provides electricity and heat, usually in the form of hot water or steam. While not really an energy source itself, cogeneration (also known as combined heat and power, or CHP for short), squeezes more usable energy out of each unit of fuel most everywhere it is applied. Electricity generation based on fossil fuels is rather inefficient. Heat is an inevitable by-product of any power produced by gas or steam turbines. With cogeneration, the waste heat from electricity generation is recovered and used for applications such as space heating and cooling, water heating, and industrial process heat. By converting heat to useful steam or hot water, a typical cogeneration unit can produce combustion efficiencies of as high as 75% to 80%, compared to about 40% for a combined-cycle gas turbine plant at full load. Combining a typical cogeneration product with Thermal Energy’s proprietary FLU-ACE® heat recovery technology can push efficiency up to as high as 93%. Applications:  Manufacturing operations and other industrial process plants, hospitals, universities and other institutions with a year-round need for both electrical power and steam are candidates for cogeneration. Other candidates are commercial buildings, multi-unit residential buildings and district energy systems. In areas where the relative cost of purchased electricity versus a readily available fossil fuel like natural gas is favorable, cogeneration can satisfy much of a facility’s electricity and heating needs at a substantially lower cost than traditional means. In addition, with absorption chilling, cooling loads can also be met with waste heat from on-site power generation (this is known as trigeneration). Key Benefits: Cogeneration remains among the most efficient ways to convert fossil fuels and biomass into useful energy and can make a significant contribution to meeting energy efficiency improvement targets. [1]
Important Considerations Appropriate sizing and selection of equipment is the most critical factor to the success of any cogeneration project. If incorrect, the plant will not meet the expected output or return. Identifying an appropriate and available location to place the equipment early is crucial as this can significantly impact on the implementation costs if no adequate space is freely available. For many industrial and institutional operations, cogeneration is an energy solution that can save money, improve energy reliability and security, while reducing the facility’s “carbon footprint.” An assessment and/or study by Thermal Energy’s qualified engineering team can help you determine whether cogeneration should play a part in the energy solution for your facility. News Release: Thermal Energy Targets Attractive Cogeneration Market with Super-Efficient, FLU-ACE® Augmented Solution Sources: “A Review of Existing Cogeneration Facilities in Canada (2013),” Canadian Industrial Energy End‐use Data and Analysis Centre Simon Fraser University, Burnaby, BC.; “Combined Heat and Power for Buildings: Good Practice Guide,” Action Energy; Huron Perth Healthcare Alliance’s Strategic Energy Management Plan; http://www.iea-etsap.org/web/e-techds/pdf/e04-chp-gs-gct_adfinal.pdf
3 Comments
 Hospitals tend to consume more energy per square foot than many other commercial building types, including offices and retail stores, or even educational buildings. Hospitals are open 24 hours a day; occupied by hundreds or thousands of employees, patients, and visitors. They tend to have sophisticated heating, ventilation, and air conditioning systems to control temperatures and air flow. And, many energy-intensive activities occur in hospitals: laundry, medical and lab equipment use, sterilization, food service, refrigeration, and computer and server use. It’s not surprising then that hospitals make great candidates for our proven energy efficiency products. ... hospitals are among the nation's most complex and energy intensive facilities and 80% of energy costs are from heating alone." Thermal Energy’s FLU-ACE heat recovery technology effectively recovers the waste heat from a hospital's boiler operations and uses it to preheat a heat sink – this could be water for your space heating, domestic hot water, boiler feed water, or outside air heating. By replacing the existing load with our recovered energy, many hospitals have been able to prove savings of 20% on their fuel bills. Just how much energy hospitals use (and waste) and how it can be reduced was the topic of a recent article in Built Environment – a U.K. publication dedicated to showcasing the region's construction projects, products and technical innovations. You can download the article here, or read in the viewer below. As much as 60% to 80% of a typical paper mill’s energy can be used for drying of the product. Our FLU-ACE heat recovery technology can recover as much as 90% of the heat normally lost through dryer section / hood exhausts in the form of water at 50°C to 70°C. This is possible using the FLU-ACE’s unique direct contact (gas/liquid) packed-tower design, enabling optimal recovery of both sensible and latent heat, in widely varying operating conditions. Here is a case study that looks at one of our FLU-ACE heat recovery systems installed at one of our customers' pulp mills.  Thermal Energy implemented a FLU-ACE Condensing Heat Recovery System on the smelt dissolving tank vent at the pulp mill. The system was designed to recover an average of 12 MMBtu/h of waste heat energy that would otherwise be exhausted to the atmosphere. The waste heat from the exhaust is used to preheat boiler make-up water, reducing steam use in the deaerator. This resulted in elimination of the mill’s consumption of fuel oil and a commensurate reduction in greenhouse gas and other emissions equivalent to removing 2,085 cars from the road. Benefits include:
The project was implemented on a turn-key basis and was completed on budget and on schedule. Under this program, the equipment is owned and operated by Thermal Energy over a given term whereby the recovered energy is metered and charged on a $/MMBtu rate basis that provides a continuous energy cost saving to the user. This provides an immediate cost savings benefit to the user without the requirement to deploy any internal capital - positive cash flow from day one!
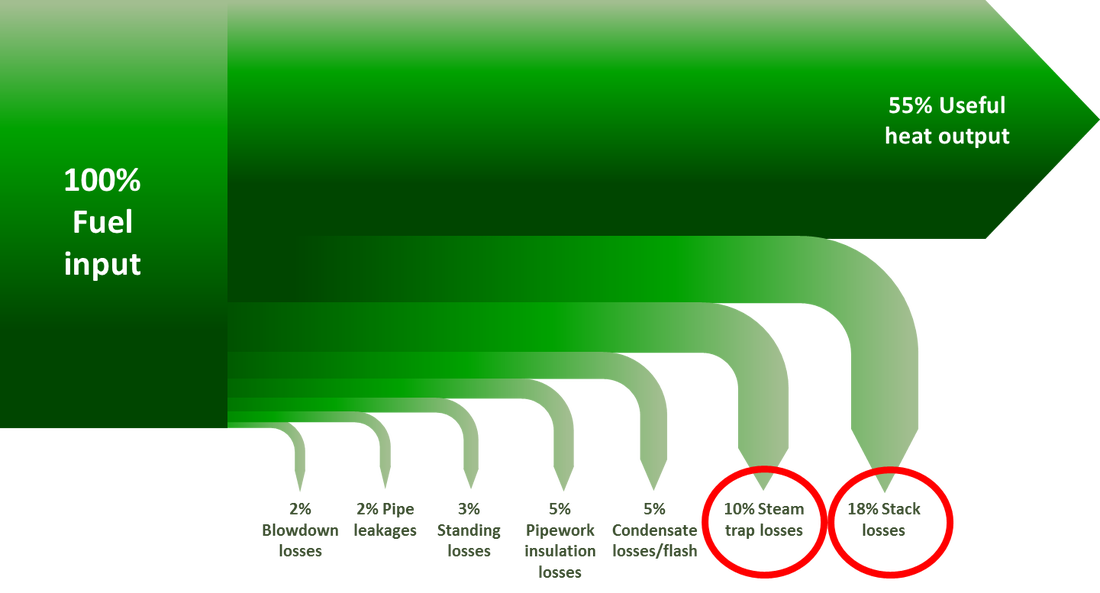 In recent years, steam systems have increasingly been branded as inefficient and a problem to maintain. Some sites are decommissioning steam and switching to hot water or other means of energy transfer, expecting it to be more efficient. This is a real pity as steam is still the quickest and most effective way to transport heat energy around a plant. In fact the problem isn’t that steam systems are not effective, it is that most people have no idea that they can optimize their existing system by recovering any wasted energy. There is an effective way to permanently increase the efficiency of such systems to over 80%. On average only 55% of the fuel Input to a steam system is used as useful heat output. Of the 45% wasted energy the biggest losses are the 15-25% that goes up the stack as exhaust gasses and 10% that is lost through leaking steam straps. Both these losses can be easily recovered by implementing two simple projects bringing the efficiency of your steam system to at least 83%. 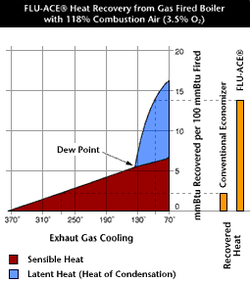 Technology 1 – Direct Contact Condensing Economizer We all know about traditional boiler economizers. They fit on to the back of your boiler and can usually collect about 2-4% of the wasted energy. This system however has application limitations and can only recover the sensible heat from the waste gas. A Direct Contact Condensing heat recovery system, such as FLU-ACE, can recover the full 18% stack losses providing fantastic returns. The system can reduce the boiler exhaust gas temperature below the exhaust dew point as far as 25°C. Cooling beyond the dew point releases all the latent energy in the exhaust by condensing all the moisture inside a separate stack. For a natural gas boiler, this latent energy will be around 18% of energy in the fuel. By the time boiler and distribution losses have been accounted for, they can typically save 20% of the fuel bill. FLU-ACE can recover the waste heat from the exhausts on boilers, CHP plants, dryers and other industrial heat sources. The recovered energy can be used for example, to pre-heat makeup water, heat Domestic Hot Water (DHW), or be used for heating systems etc. In addition, this also reduces greenhouse gases and helps work towards energy reduction targets. The control panels on the heat recovery units can also contain data loggers that continually record the energy being recovered and provide fault warnings if any issues arise. The system is very low maintenance, stand alone and payback on a typical project is usually 2-3 years and the units have a predicted lifespan of 20-30 years. Technology 2 – Venturi Orifice Steam Traps On average, 10% of mechanical steam traps fail annually. These steam traps can either fail open or closed. When they fail open they leak live steam which is inefficient, wasteful and can pressurise condensate recovery lines. When they fail closed, the condensate can back up causing waterhammer and if not detected quickly, can be catastrophic causing pipework to erode, and at times explode. It is the moving parts in mechanical traps that cause them to fail. Low maintenance steam traps like our venturi orifice GEM traps can provide an ultimate permanent solution. These steam traps do not contain any moving parts and therefore remove the possibility of a trap failing. When correctly implemented, they are sized to ensure that no live steam can ever pass through. This makes them energy saving and maintence free. Venturi steam traps functions on a principal of flash steam. Following the orifice there is a cleverly configured staged throat that is individually sized for the application to accommodate its varying condensate loads. The staged throat is designed to create a variable back pressure at the orifice as the load changes self-regulating their capacity across a range suitable for the vast majority of industrial applications. Combining these two proven technologies can recover 28% of the energy wasted. Making this more cost effective and more efficient then decommission or changing your heat source. Not only is this more efficient but it also involves less time hassle and money as there is no need to redesign and implement an entirely new system. So next time you think of decommissioning steam, don’t. Contact us instead.
A large amount of the heat supplied by most fuel-fired heating equipment is wasted as exhaust or flue gases. In furnaces, air and fuel are mixed and burned to generate heat, some of which is transferred to the heating device and its load. When the heat transfer reaches its practical limit, the spent combustion gases are removed from the furnace via a flue or stack. At this point, these gases still hold considerable thermal energy. In many systems, this is the greatest single heat loss. The energy efficiency can often be increased by using waste heat gas recovery systems to capture and use some of the energy in the flue gas. Heat Recovery 101: Exhaust gas loss or waste heat depends on flue gas temperature and its mass flow, or in practical terms, excess air resulting from combustion air supply and air leakage into the furnace. The excess air can be estimated by measuring oxygen percentage in the flue gases. Waste Heat Recovery Heat losses must be minimized before waste heat recovery is investigated. The most commonly used waste heat recovery methods are preheating combustion air, steam generation and water heating, and load preheating. Preheating Combustion Air A recuperator is the most widely used heat recovery device. It is a gas-to-gas heat exchanger placed on the stack of the furnace that preheats incoming air with exhaust gas. Designs rely on tubes or plates to transfer heat from the exhaust gas to the combustion air and keep the streams from mixing Another way to preheat combustion air is with a regenerator, which is an insulated container filled with metal or ceramic shapes that can absorb and store significant thermal energy. It acts as a rechargeable storage battery for heat. Incoming cold combustion air is passed through the regenerator. At least two regenerators and their associated burners are required for an uninterrupted process: one provides energy to the combustion air while the other recharges. Steam Generation and Water Heating These systems are similar to conventional boilers but are larger because the exhaust gas temperature is lower than the flame temperature used in conventional systems. Waste heat boilers can be used on most furnace applications, and special designs and materials are available for systems with corrosive waste gases. Plants that need a source of steam or hot water can use waste heat boilers, which may also work for plants that want to add steam capacity. However, the waste boiler generates steam only when the fuel-fired process is operating. Load Preheating If exhaust gases leaving the high temperature portion of the process can be brought into contact with a relatively cool incoming load (the material being heated), energy will be transferred to the load, preheating it and reducing the energy consumption. Load preheating has the highest potential efficiency of any system that uses waste gases. Load preheating systems can be difficult to retrofit and are best suited for continuous rather than batch furnaces. Benefits include:
Potential Applications
Waste heat recovery should generally be considered if the exhaust temperature is higher than 1,000°F, or if the flue gas mass flow is very large. Contact us today to learn more about how a FLU-ACE direct contact condensing heat recovery system can help your business lower its fuel costs and reduce its carbon emissions. Heat recovery technologies have wide applications in the food and beverage industry. From breweries and bottling operations, to food processing, packaging, and other food and beverage operations, heat recovery technologies can help companies reduce their energy costs while lowering their greenhouse gas emissions. Here is a case study that looks at one of our FLU-ACE heat recovery systems installed at one of a leading cereal manufacturer's plants.  Thermal Energy International implemented a FLU-ACE Condensing Heat Recovery System on the plant’s boiler exhaust. The system was designed to recover up to 5 MMBtu/h of waste heat energy that would otherwise be exhausted to the atmosphere. The recovered heat, in the form of water at 60°C, is used to heat and preheat:
This project was implemented on a turn-key basis, and was completed on budget and on schedule. Benefits include:
FLU-ACE is a well-documented and proven technology that has been helping our customers save energy and reduce carbon dioxide emissions for over 30 years. Contact us today to learn more about how FLU-ACE can help your business lower its fuel costs and reduce its carbon emissions.
FLU-ACE uses direct contact gas-to-liquid mass transfer and heat exchange. It condenses almost all of the water vapour (steam) from the exhaust, and this latent heat is the source of the bulk of the waste heat available in a boiler flue gas.
“Sensible” heat refers to energy that can be released through a temperature change. Heating water from 32°F to 212°F (0°C to 100°C) is a change in “sensible” heat. “Latent” heat refers to energy stored or released in a phase change, such as the heating that is done when steam changes from vapor to water, without any temperature change. As it turns out, the energy released when a pound of steam turns into a pound of water, all happening at 212°F (100°C) (no temperature change, so this is latent heat) is some five times the energy released when that same pound of water is cooled from 212°F to 32°F (100°C to 0°C). All this to say there is a lot of energy released in the phase change from water vapor to liquid water. Therefore, condensing heat recovery technology, which can capture latent heat, is much more efficient than the typical feedwater economizer, which can only capture sensible heat. When it comes to overall boiler plant efficiency, FLU-ACE is able to provide a 10% to 15% improvement, while a typical feedwater economizer provides an improvement of 2% to 4%. 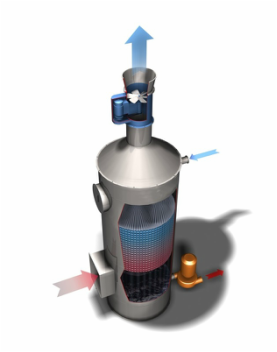 Condensing heat recovery can be applied in two ways: direct-contact and indirect-contact systems. An indirect-contact system is simply a standard heat exchanger: water passes through tubes and the hot exhaust passes outside the tubes. Sensible heat and latent heat are transferred through the tube walls from the hot side to the cold side. By contrast, direct contact systems bring the cold water medium in direct contact with the hot gas in an open spray tower or packed spray tower to recover the heat directly by heating the water.
Neither of these technologies is a "one size fits all" solution," so it’s best to take a look at the pros and cons of each type before making the right choice for your facility. Some advantages and disadvantages of the two types of systems include: Direct Contact Economizer
Indirect Contact Economizer
Clearly the selection of either direct contact or indirect contact is dependent upon the specific process heating application, both on the characteristics of the heat source and the heat sink. For more on this topic see our white paper entitled Condensing Heat Recovery – The Final Step towards the 95% Efficient Boiler Plant, as published in Process Heating, Volume 22, Number 2. |
Archives
August 2021
Categories
All
|


 RSS Feed
RSS Feed
