 The healthcare sector is increasingly struggling to address serious maintenance concerns within its estates. Backlog maintenance, also known as deferred maintenance, is overdue essential work required to bring a building or asset up to standard and includes everything from updates to the building fabric, to the condition of the equipment used within it.
In the UK, backlog maintenance is one of the most pressing issues facing the NHS and elsewhere, facilities managers and providers in Canada, America and Europe face site bills that run into the millions. So, what are the options for hospitals looking to reduce their backlog bill? Full steam ahead Heating and hot water systems are some of the largest maintenance drains on a Hospital. Everything, from the heat sources, be it Boilers, CHP or heat pumps, to the pipework and heat exchangers need to be maintained. Such systems are vital to the running of a Hospital and applications such as heating, Domestic Hot Water (DWH) for washing and cooking, sterilization and laundry all rely on well-maintained equipment. Put simply; without an effective heating and hot water system, a Hospital cannot function – putting patients and staff at risk. Steam remains one of the most effective ways of transporting large quantities of heat energy around a Hospital. It has several advantages over other heating technologies, such as Medium Temperature Hot Water (MTHW), and many sites, especially bigger hospitals with a large footprint, use steam to provide hot water, space heating and sterilization services where needed. With this in mind, one of the simplest solutions to minimizing the maintenance bill is to address the steam system. Why does steam maintenance matter? Within any steam system, maintenance is paramount. Recognizing and avoiding leaks ensures a system runs efficiently and safely, with optimal fuel use. Effective steam trapping is key since failed traps not only waste energy, they can also result in live steam loss or water hammer. In the case of water hammer, instead of condensate being safely discharged, it powers through a system causing noise and seriously damaging pipework which can have dangerous consequences. Due to their moving parts, mechanical steam traps are subject to failure, breakdown and wear and tear. With an average annual failure rate of between 5 – 10%, traditional steam traps are a real contributor to a site’s backlog maintenance bill with some having hundreds of traps needing to be surveyed and replaced. GEM – a permanent solution In a hospital of 400 beds the hourly steam requirement is around 3mW, requiring 150 steam traps on site. Each year, an average of 10% of these fail – costing the estate £5,000 ($8,000 CAD) in maintenance each year. Without regular review, over five years this bill can grow to over £25,000 ($42,000 CAD), and cause major downtime of the heating and hot water systems. In response, an increasing number of hospitals are turning to GEM Steam Trap technology in an approach that permanently solves reoccurring maintenance issues and eliminates backlog maintenance caused by unreliable mechanical steam traps. The GEM Steam Trap uses an orifice and multi-staged throat design to manage condensate flow rate. Instead of opening and closing, it harnesses flash steam to create a condensate seal which allows condensate to continuously discharge from the trap at variable rates, without the loss of live steam. Each GEM Trap comes with a 10-year performance guarantee which reduces maintenance costs since annual spend on new steam traps is minimized (or removed entirely) and less time and effort is required to maintain the system. Once installed, GEM Traps are easily maintained and serviced. With no moving parts to break or fail, maintenance and operations professionals are able to prioritize other areas of deferred maintenance not relating to steam traps, further decreasing the backlog. To find out how steam system efficiencies can reduce your backlog maintenance contact us for more information.
0 Comments
 For the Petrochem industry, periods of shutdown and turnaround are expensive. Not only is there a loss of production while units are offline, there’s also the direct cost of labor, tools, equipment and materials. They are a significant proportion of a plant or refinery’s annual maintenance budget, therefore operators are under increasing pressure to maximize efficiencies during downtime and protect the company's bottom line.
Maximizing Steam System Efficiencies Steam line maintenance is a key element of an effective turnaround schedule. In refineries worldwide as well as being integral to the process of steam cracking, steam is used to vaporize, preheat and heat materials during production. A large proportion of steam traps therefore are used in the steam distribution network and for trace heating. With this in mind, removing condensate from the system, or steam trapping, is vital for the efficient and safe running of a system. Its role in preventing the seriously damaging effects of water hammer and ensuring processes achieve the correct temperatures means sites can required tens of thousands of steam traps. Traditional steam traps discharge condensate by mechanically opening and closing. However, as with any mechanism, moving parts are subject to failure, breakdown or wear and tear. In the case of the Petrochem industry – which generally uses higher pressure steam – we’ve seen a major trend of facilities having problems with inverted bucket, float and ball or thermodynamic mechanical steam traps due to their inability to cope with the volatile environment. When they open, these traps waste valuable energy and pressurize the condensate recovery system. When they fail closed, there is a risk condensate will backup causing disastrous problems to the wider system as well as having health and safety implications. With petrochemicals manufactured on such a large scale, any level of inefficiency has huge implications. Never-ending cycle, ended. With turnaround time at a premium it tends to be more cost and time effective for maintenance engineers to replace damaged mechanical steam traps rather than remove, repair and re-install them. Steam traps are all too often viewed as a consumable item which typically results in teams needing to prioritize constantly replacing thousands of mechanical steam traps, over other corrective or predictive maintenance. The simplest solution is to limit the level of steam trap failure. Going further, an ideal scenario would be one where steam traps could be quickly and efficiently maintained, leaving engineering and maintenance departments enough time and resources to complete other pressing tasks while the system is down. In response, Thermal Energy International (TEI) is helping an increasing number of sites find a permanent solution to the challenge of steam traps and disrupt the usual pattern of; failure; survey; replace. TEI’s GEM Steam Traps have no moving parts to wear or fail. Instead of opening and closing, the patented orifice and multi-staged venturi throat design uses the differential pressure across the trap to manage condensate flow rate. The orifice is specifically sized for the application by our team of experienced engineers and protected from blockage by an integral multi-stage filtration system. This ensures it can accommodate the variability of industrial loads – all without the need for moving parts, or concerns of blockage. Precision manufactured from a single piece of high-quality stainless steel the GEM Trap is resistant to wear and tear with the added benefit of no leakage paths. Since there are fewer elements to manage and service, adopting GEM technology reduces the maintenance burden and removes the cost of having to replace failed mechanical traps. Finally, for a sector so closely monitored, this innovative measure increases the overall efficiency by over 10% against even brand new mechanical traps and reduces carbon emissions. Benefits of GEM Steam Traps TEI has worked with oil, gas and petrochemical companies across the globe. By using our approach, one refinery experienced significant savings – both in cost and labor outlay. During a recent unplanned shutdown, this refinery was able to run on just two boilers. Prior to the installation of over 1,000 GEM Traps, this would have resulted in a loss of steam pressure to the refinery’s extremities as well as production upsets. If you’d like more information on how to streamline your steam system make an appointment to talk to us at this years’ Marcus Evans 10th Annual Chem/Petrochem & Refinery Shutdowns & Turnarounds conference in Texas. Gary Brooks – Regional Account Manager, South Atlantic, USA Back in December we announced an $11 million energy efficiency project with Resolute FP Canada Inc. The project, which included the installation of two FLU-ACE® Heat Recovery Systems and the conversion of the mill’s steam traps to Thermal Energy’s proprietary GEM Steam Trap system, represents the Company’s largest heat recovery and largest GEM orders to date. Recently, four of our engineers went to the Resolute pulp and paper mill in Thunder Bay, Ontario to conduct an onsite survey and specification process to properly size and replace the facility’s existing mechanical traps with high-efficiency GEM Steam Traps. For more details on this project, please read our article below courtesy of ACCESS Magazine.  Improving energy efficiency in the industrial sector is being prioritised in many countries because of its importance in the pursuit of energy supply security, increasing economic competitiveness and in reducing greenhouse gases emissions. One of the most energy-intensive industries in North America and Europe, is pulp and paper. According to Statistics Canada, in 2014, the pulp and paper industry accounted for 24% of the total energy consumed by all manufacturing operations in the country. This was down from 31% in 2005. This decline reflects changes in the demand for certain paper products such as newsprint (Canada’s primary newsprint market, the United States, witnessed a considerable fall-off in newspaper circulation as more readers migrated to digital media sources), as well as energy efficiency improvements at various mills. Typical paper mills use most of their energy in the pulping and drying processes, but the specific energy consumption in pulp and paper production is a result of several factors, including plant size, product mix, processes used, the technical age of the mill, feedstock quality, plant capacity utilization, and climate conditions. Investment to improve energy efficiency in the pulp and paper industry can deliver large energy savings, improved productivity, and reduced environmental pollution. Opportunities to improve energy efficiency include: heat recovery, cogeneration, increased use of (self-generated) biomass fuel, and increased recycling of recovered paper, efficient motors and improved efficiency of steam use. The pulp and paper industry requires a typically high amount of power and heat in forms of hot air and/or steam. And, with such a high, steady demand for heat as well as power, many pulp and paper plants are perfectly positioned to take advantage of the benefits offered by Thermal Energy’s best-in-class heat recovery, cogeneration, and steam trap solutions.  Our FLU-ACE® heat recovery technology can recover as much as 90% of the heat normally lost through dryer section / hood exhausts in the form of water at 50°C to 70°C. This is possible using the FLU-ACE’s unique direct contact (gas/liquid) packed-tower design, enabling optimal recovery of both sensible and latent heat, in widely varying operating conditions. The pulp and paper industry remains a prime candidate for cogeneration. Thermal Energy’s Super-Efficient Cogeneration™ solutions can provide up to 70% savings on electrical costs at a self-generated kWh cost of less than $0.04/kWh, and an additional 10% to 20% natural gas energy savings from up to 90% recovery of heat losses from existing exhaust streams.  Our GEM™ steam traps help pulp and paper manufacturers achieve a 10% to 20% permanent reduction in steam costs. GEM steam traps have no moving parts, require virtually no maintenance, and come with a ten-year “no fail” performance warranty, which means increased reliability and less maintenance costs. Venturi orifice designed GEM steam traps can help eliminate water hammering problems, eliminate the cost of replacing failed traps, and improve a plant’s production output.
Our pulp and paper customers recognize their social obligations and their role in the communities and countries in which they operate. In fact, many proactive forest-industry companies have brought responsible business practices visibly into their corporate strategies and communication efforts. We look forward to continuing to work with pulp and paper companies in helping them achieve their corporate energy savings and greenhouse gas reduction goals. Resulting emissions reduction expected to be equivalent to preventing the burning of more than 21 million kilograms of coal per year OTTAWA, ONTARIO– December 5, 2017 – Thermal Energy International Inc. (“Thermal Energy” or the “Company”) (TSX-V: TMG), a global provider of industrial and institutional energy efficiency solutions, has been engaged by an existing pulp and paper customer to design, develop and implement a major energy efficiency improvement and greenhouse gas reduction project. The project includes the installation of two of Thermal Energy’s proprietary FLU-ACE® Heat Recovery Systems and the conversion of the mill’s steam traps to Thermal Energy’s proprietary GEM™ Steam Trap system. Once completed, the $11 million project is expected to provide the customer with annual natural gas savings of more than 35%, while reducing its annual greenhouse gas emissions by more than 20%, or approximately 43,000 metric tonnes. “Pulp and paper is one of the most energy intensive sectors and our energy efficiency solutions represent a win-win scenario," said William Crossland, CEO of Thermal Energy. "We have been working in partnership with this customer over the past year to develop a turn-key project that meets both their energy savings and greenhouse gas reduction goals. This resulted in our largest single order to date and a project that can serve as a blueprint for other large energy users around the world looking for an optimal solution for fighting climate change, by providing significant reductions in carbon emissions and energy use while, at the same time, delivering a high return on investment.” The estimated annual reduction in greenhouse gas emissions resulting from the project, once complete, is equivalent[1] to:
This project represents Thermal Energy’s largest heat recovery and largest GEM orders to date and is expected to be substantially completed and revenue earned over the next 18 months. [1] United States Environmental Protection Agency’s Greenhouse Gas Equivalencies Calculator: www.epa.gov/energy/greenhouse-gas-equivalencies-calculator [2] The Cost of Wind Energy in the US: www.awea.org/falling-wind-energy-costs About Thermal Energy International Inc.
Thermal Energy International Inc. is an established global supplier of proprietary, proven energy efficiency and emissions reduction solutions to the industrial and institutional sectors. We save our customers money and improve their bottom line by reducing their fuel use and cutting their carbon emissions. Our customers include a large number of Fortune 500 and other leading multinational companies across a wide range of industry sectors. Thermal Energy is also a fully accredited professional engineering firm and by providing a unique mix of proprietary products together with process, energy and, environmental engineering expertise, Thermal Energy is able to deliver unique turnkey projects with significant financial and environmental benefits for our customers. Thermal Energy's proprietary products include; GEMTM - Steam traps, FLU-ACE® - Direct contact condensing heat recovery, and Dry-Rex® - Low temperature biomass drying systems. Thermal Energy International Inc. has offices in Ottawa, Canada as well as Bristol, U.K., United States, Germany, Italy and China. The Company’s common shares are traded on the TSX Venture Exchange (TSX-V) under the symbol TMG. For more information, visit our website at www.thermalenergy.com and follow us on Twitter at http://twitter.com/GoThermalEnergy. William Crossland President and CEO Thermal Energy International Inc. 613-723-6776 bill.crossland@thermalenergy.com Trevor Heisler Investor Relations Heisler Communications 416-500-8061 trevor@heislercommunications.com # # # This press release contains forward-looking statements relating to, and amongst other things, based on management’s expectations, estimates and projections, the anticipated effectiveness of the Company’s products and services and the timing of revenues to be received by the Company. Information as to the amount of heat recovered, energy savings and payback period associated with Thermal Energy International’s products are based on the Company’s own testing and average customer results to date. Statements relating to the expected installation and revenue recognition for projects, statements about the anticipated effectiveness and lifespan of the Company’s products, statements about the expected environmental effects and cost savings associated with the Company’s products and statements about the Company’s ability to cross-sell its products and sell to more sites are forward looking statements. These statements are not guarantees of future performance and involve a number of risks, uncertainties and assumptions. Many factors, some of which are outside of the Company’s control, could cause events and results to differ materially from those stated. Fulfilment of orders, installation of product and activation of product could all be delayed for a number of reasons, some of which are outside of the Company’s control, which would result in anticipated revenues from such projects being delayed or in the most serious cases eliminated. Actions taken by the Company’s customers and factors inherent in the customer’s facilities but not anticipated by the Company can have a negative impact on the expected effectiveness and lifespan of the Company’s products and on the expected environmental effects and cost savings expected from the Company’s products. Any customer’s willingness to purchase additional products from the Company is dependent on many factors, some of which are outside of the Company’s control, including but not limited to the customer’s perceived needs and the continuing financial viability of the customer. The Company disclaims any obligation to publicly update or revise any such statements except as required by law. Neither TSX Venture Exchange nor its Regulation Services Provider (as that term is defined in the policies of the TSX Venture Exchange) accepts responsibility for the adequacy or accuracy of this release  Our venturi-orificed GEMTM steam traps were fitted to the feedwater heat exchangers, air heater batteries and distribution lines at one of the world’s largest soluble coffee facilities. The site manufactures coffee for UK household brands and global business as well, producing some 11 billion cups of coffee a year. Conscious that existing mechanical traps were failing, resulting in lost steam and reduced plant performance, the Utilities Manager at the site decided to investigate GEM steam traps from Thermal Energy International and asked the company to carry out a site survey. The report from Thermal Energy explained that by replacing the existing traps with the venturi orifice design, blocked steam traps could be prevented from impacting on production. Moreover, by efficiently returning condensate back to the boilers, energy savings would be made. A total of 120 steam traps are used throughout the site with the majority of mechanical steam traps having now been replaced by the GEM Trap. The GEM venturi orifice steam traps are operating over variable loads with a turndown ratio on the heat exchangers of 3:1. The company raises some 40 tonnes of steam an hour costing approximately £6.3 million a year. Although steam is utilized throughout the site, it is principally used in feedwater heat exchangers feeding the extraction sets. The site operates banks of heat exchangers which handle a total of between 6,000 and 45,000 litres of water per hour. "The GEM Traps perform well over a wide range of loads. In addition to saving downtime with maintenance and replacement traps, GEM Traps have provided us with a short term payback through energy savings from steam wastage.” - Utilities Manager
Our venturi orifice designed GEM steam traps, with their 100% stainless construction, are ideal for coffee manufacturers and other food and beverage manufacturers and processors. With no moving parts, our traps do not fail like traditional, mechanical steam traps do. In fact, we offer a ten-year “no fail” performance warranty, which means increased reliability and less maintenance costs.
Learn more about how our energy efficiency solutions save food and beverage companies money while reducing their carbon emissions by visiting our food and beverage page and reading the case studies found there. Thermal Energy Projects Receive Highly Commended Designation at Building Better Healthcare Awards11/11/2016  The combination of our FLU-ACE® heat recovery system and GEM™ steam traps installed at one of the Wrightington, Wigan and Leigh NHS Foundation Trust’s hospitals received the Highly Commended designation for improving sustainability and reducing energy at the 2016 Building Better Healthcare Awards. The FLU-ACE heat recovery system (ordered in January of 2015) works by drawing off the waste gasses from the hospital’s boilers instead of letting it escape up the chimney. These gasses are then put through a unique heat recovery technology that condenses the gasses, releasing all the available energy within them. This means that instead of exhausting to atmosphere at 200°C, which creates a visible “plume” of wasted energy at the boiler house, the hospital can use all the energy and exhaust at 31°C instead, making it 99% efficient. This energy is used on site to heat 20m3 of water for heating, and 6m3 of water for domestic hot water, every hour of the year. This in turn means that the boilers have to do less to keep the same amount of hot water flowing around the hospital, so the amount of natural gas used drops. We had previously installed our GEM steam traps on site. Unlike a conventional mechanical trap, our venturi orifice GEM steam traps enable continuous condensate discharge. Our traps are specifically sized to the application. Therefore the live steam loss through our GEM steam traps is significantly lower than the loss through a conventional mechanical trap. By switching to the GEM steam traps on all of the hospital’s distribution lines and processes, the same amount of hot water is produced whilst reducing steam consumption by 11%. All the new GEM steam traps are covered by a 10-year no-fail guarantee.
The Trust was able to fund these projects with Salix funding, where the payments to Salix were less than the savings, meaning the hospital would be cash positive all the way through. The projects were set to reduce the Trust-wide CO2 emissions by 968 tonnes per annum, which is a remarkable 7% reduction on 2010/2011 levels, and also put the Trust firmly on track to over achieve the savings stipulated by the government. Combined, the projects were expected to provide the hospital with annual savings of approximately £170,115, mainly as a result of a reduction in fuel usage, steam savings, and maintenance savings. However, the projects achieved the financial and CO2 savings in the first eight months of the year, meaning the projects have over-performed. Based on the success of these projects, the Trust ordered an extension to the original heat recovery system (which will double its effectiveness on site and add redundancy to all of the plant rooms, making the patient environment more stable and reliable), as well as two heat recovery systems and one GEM system at the Trust’s other two hospitals. Thermal Energy International helps hospitals save money by reducing their fuel bills while also lowering their greenhouse gas emissions. Our proven solutions can increase the efficiency of your heating and steam system to as much as 95% with typical project paybacks (for our combined technologies) within three to five years. >> View case studies About the Building Better Healthcare Awards
The Building Better Healthcare (BBH) Awards are held each year to celebrate innovation and improvement in the built environment, medical devices and people working in the healthcare industry. The BBH Awards is a prestigious event run by Building Better Healthcare, which is an established information portal that provides the healthcare building community with a one-stop service for all the latest news, views, best practices, suppliers and guidance to any aspect of healthcare estates and facilities. The BBH Awards are run annually and attended by over 500 representatives from the NHS and healthcare industry.
Governments and businesses around the world are taking unprecedented action with respect to climate change. While renewable power sources and phasing out harmful hydrofluorocarbon gasses will likely play a big role in the world's fight against global warming, improving energy efficiency is perhaps the most cost-effective way to address the challenges of energy cost, energy security and global climate change. To help get the message out there, this will be the first in a series of Climate 101 blog posts and accompanying materials that discuss how improving industrial energy efficiency can make a huge difference - not only in reducing carbon emissions, but also in making businesses more profitable and competitive.
"Energy efficiency is the one energy resource that all countries possess in abundance.” - Dr. Fatih Birol, executive director of the IEA The industrial sector accounts for about one third of the total energy consumed and one-third of fossil fuel related greenhouse gas emissions in the United States. In addition to moral obligations to our planet, our children and future generations, there is clearly an ongoing need for companies to continue with their energy efficiency efforts, even with the prevailing low energy prices we are seeing today. Businesses cannot take it for granted that energy prices will continue to stay at the current low level over the medium to long term. While many industrial companies are taking some positive action, substantial energy efficiency opportunities for manufacturers still remain.
Want to help us get the message out? Share this post and/or our presentation on SlideShare using Twitter, Facebook, LinkedIn or email. Stay tuned for our next Climate 101 post on industrial heat recovery systems in the near future.
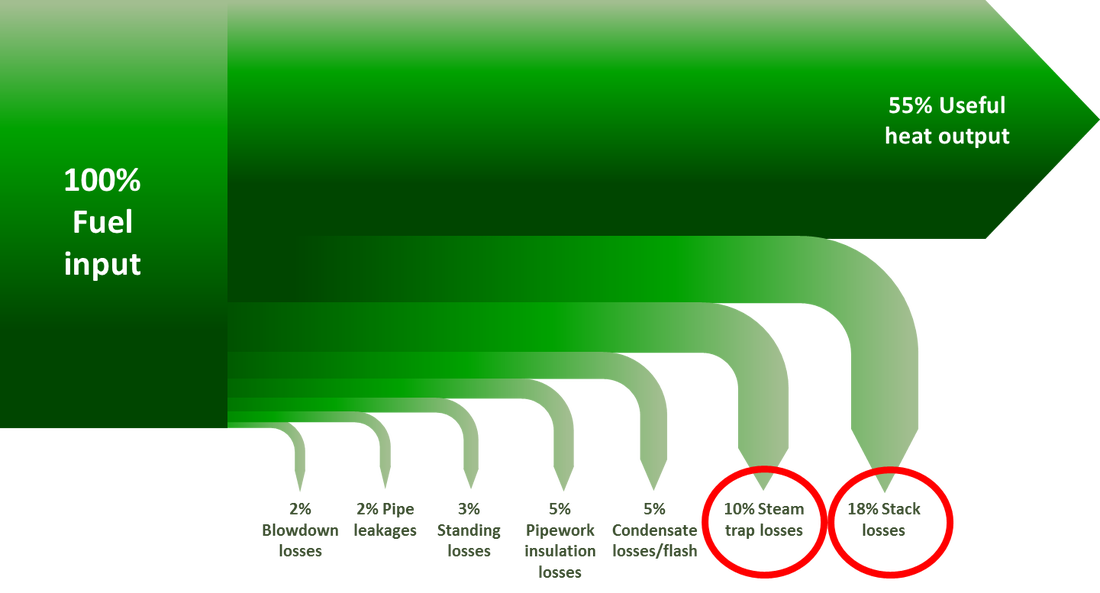 In recent years, steam systems have increasingly been branded as inefficient and a problem to maintain. Some sites are decommissioning steam and switching to hot water or other means of energy transfer, expecting it to be more efficient. This is a real pity as steam is still the quickest and most effective way to transport heat energy around a plant. In fact the problem isn’t that steam systems are not effective, it is that most people have no idea that they can optimize their existing system by recovering any wasted energy. There is an effective way to permanently increase the efficiency of such systems to over 80%. On average only 55% of the fuel Input to a steam system is used as useful heat output. Of the 45% wasted energy the biggest losses are the 15-25% that goes up the stack as exhaust gasses and 10% that is lost through leaking steam straps. Both these losses can be easily recovered by implementing two simple projects bringing the efficiency of your steam system to at least 83%. 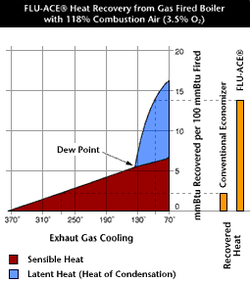 Technology 1 – Direct Contact Condensing Economizer We all know about traditional boiler economizers. They fit on to the back of your boiler and can usually collect about 2-4% of the wasted energy. This system however has application limitations and can only recover the sensible heat from the waste gas. A Direct Contact Condensing heat recovery system, such as FLU-ACE, can recover the full 18% stack losses providing fantastic returns. The system can reduce the boiler exhaust gas temperature below the exhaust dew point as far as 25°C. Cooling beyond the dew point releases all the latent energy in the exhaust by condensing all the moisture inside a separate stack. For a natural gas boiler, this latent energy will be around 18% of energy in the fuel. By the time boiler and distribution losses have been accounted for, they can typically save 20% of the fuel bill. FLU-ACE can recover the waste heat from the exhausts on boilers, CHP plants, dryers and other industrial heat sources. The recovered energy can be used for example, to pre-heat makeup water, heat Domestic Hot Water (DHW), or be used for heating systems etc. In addition, this also reduces greenhouse gases and helps work towards energy reduction targets. The control panels on the heat recovery units can also contain data loggers that continually record the energy being recovered and provide fault warnings if any issues arise. The system is very low maintenance, stand alone and payback on a typical project is usually 2-3 years and the units have a predicted lifespan of 20-30 years. Technology 2 – Venturi Orifice Steam Traps On average, 10% of mechanical steam traps fail annually. These steam traps can either fail open or closed. When they fail open they leak live steam which is inefficient, wasteful and can pressurise condensate recovery lines. When they fail closed, the condensate can back up causing waterhammer and if not detected quickly, can be catastrophic causing pipework to erode, and at times explode. It is the moving parts in mechanical traps that cause them to fail. Low maintenance steam traps like our venturi orifice GEM traps can provide an ultimate permanent solution. These steam traps do not contain any moving parts and therefore remove the possibility of a trap failing. When correctly implemented, they are sized to ensure that no live steam can ever pass through. This makes them energy saving and maintence free. Venturi steam traps functions on a principal of flash steam. Following the orifice there is a cleverly configured staged throat that is individually sized for the application to accommodate its varying condensate loads. The staged throat is designed to create a variable back pressure at the orifice as the load changes self-regulating their capacity across a range suitable for the vast majority of industrial applications. Combining these two proven technologies can recover 28% of the energy wasted. Making this more cost effective and more efficient then decommission or changing your heat source. Not only is this more efficient but it also involves less time hassle and money as there is no need to redesign and implement an entirely new system. So next time you think of decommissioning steam, don’t. Contact us instead.
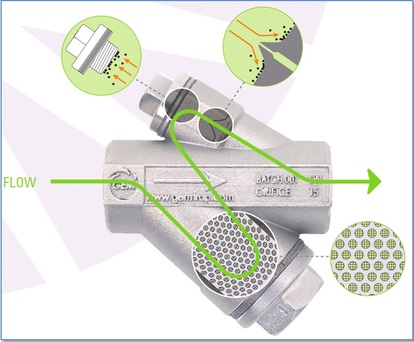
Steam traps are an essential part of a steam system. Unfortunately, conventional mechanical traps are often wasteful and laborious to maintain. As such, there has been much discussion on the energy that can be recovered by properly monitoring and maintaining steam traps. It is considered best practice for sites to have an annual steam trap survey to determine failures and replace any failed traps. More recently there has been the encouraged use of wireless monitoring to keep on top of maintenance and ensure that a failed trap is located quickly and then repaired. Wireless monitoring is a great step forward, and when paired with low maintenance steam traps, could be the optimum solution for steam users. On average, 10% of mechanical steam traps fail annually. These steam traps can either fail open or closed. When they fail open they leak live steam which is inefficient, wasteful and can pressurise condensate recovery lines. When they fail closed, the condensate can back up causing waterhammer and if not detected quickly, can be catastrophic as it causes pipework to erode, and at times, the implosion of pipework. What is the solution? It is the moving parts in mechanical traps that cause them to fail in either the open or closed position. Low maintenance steam traps like our venturi orifice GEM steam traps can provide the ultimate solution. GEM steam traps do not contain any moving parts and therefore removes the possibility of a trap failing. How does it work? Unlike most mechanical steam traps, a venturi orifice steam trap continuously removes condensate from a system. It allows any condensate present in the steam line to pass into the condensate return system the moment it is formed. The operation of the trap is based on the difference in density between water and steam. At low pressures, the density of condensate is about 1,000 times greater than that of steam. When both media are present, the much denser condensate will be preferentially discharged and stop the steam from passing through the orifice. The size of the orifice of each trap should be determined by the specific pressure and condensate flow through that trap. Each trap should be engineered to ensure a small plug of condensate is present at the orifice at all times. This means that no live steam can leak through the trap and it protects the orifice from any erosion by live steam. As condensate is forced through the orifice it passes from the area of high pressure into a lower pressure region in the throat of the trap. Water’s capacity to contain energy reduces as pressure reduces and so any excess energy in the condensate, which can no longer be contained due to the pressure drop, instantly evaporates once in the throat of the trap. This evaporation is known as flashing, and the instantaneous expansion of the flash steam creates a localised back pressure on the orifice. It is not just the orifice that should be sized specifically for the application the steam trap serves; the throat is also specifically configured. The throat contains a number of different stages of varying diameters. At lower flow rates the condensate flashes close to the orifice in a smaller diameter stage whereas at higher load conditions it flashes further down the throat in a larger stage. The flash point moves up and down the throat under variable loads. The pressure on the orifice applied by the flashing therefore depends on the flowrate, meaning venturi orifice traps can self-regulate their capacity and work effectively across a range suitable for industrial applications. The GEM steam trap is a venturi orifice type trap. The engineers at Thermal Energy International take full responsibility for accurately sizing the internal configuration of each and every trap, using their extensive experience to ensure GEM traps work effectively across variable loads, and do not pass live steam, maximizing potential energy savings. Low maintenance solutions As venturi orifice traps contain no moving parts that can wear, seize and fail, they require less maintenance than mechanical steam traps. They eliminate the need for the traditional cycle of ‘trap failure - identification of failed trap -replacement of failed trap’. With any steam trap, it is best practice to clean the strainer baskets once a year, and rather than identifying and replacing a failed mechanical trap, a smaller orifice on a venturi orifice trap may simply require a poke to remove any small debris that may have collected over the year.
Combining wireless monitoring systems with traps that use venturi orifice technology is the ultimate low maintenance, low cost solution for any site. No more spare parts, hours fixing and determining problems or wastage of precious live steam. The ultimate solution.
|
Archives
August 2021
Categories
All
|





 RSS Feed
RSS Feed
