 Steam has been a valuable source of power since the industrial revolution. Contrary to what people believe steam is still one of the most efficient and convenient ways of distributing high quality heat energy; however, if systems are not maintained properly they can be wasteful, inefficient and dangerous. With the never-ending cycle of steam wastage most companies fail to realize that proper steam trap testing and maintenance can reduce their fuel bills by 10-30%. As steam travels through pipework and industrial applications it loses energy to surfaces and condenses. This condensate must be removed without leakage of live steam to keep the system at full efficiency. A steam trap must remove condensate from a system as quickly as possible without leaking precious live steam. As well as keeping the system efficient the steam trap helps to prevent water hammer. If you are familiar with steam traps then you know that they can be a pain to manage and maintain. Around 10% of steam traps fail each year due to wear of mechanical parts. Oversized traps can also allow steam to escape which can cause further damage by wiredraw as steam takes the fastest path to escape to a lower pressure area cutting a path as it flows. This amounts to an average of 15% energy wasted through failed traps and condensate/flash loss. In order to get maximum efficiency from the system, steam traps need to be tested properly and regularly. These methods need to be easy to use as traps are often in confined locations and hard to access. The two most common forms of testing are thermography and ultrasonic. Both can be conducted on site with compact lightweight tools and the results can be analysed immediately. This allows problems to be identified and investigated fully to give a better understanding of the entire system and all its inefficiencies. Ultrasonic measurements are usually more accurate but can be more time consuming. Ultrasonic frequencies in the trap are converted into the audible range by a probe for analysis by ear. In general steam traps work in a cycle. They contain a valve that is closed when steam is present in the trap and open when condensate is present. The duration of the cycle varies by trap and load. By listening for the distinctive cycles of a low volume period as the trap is filling with condensate and a louder rushing sound as condensate discharges we can check that the trap is working correctly. For thermodynamic and inverted bucket steam traps there is a very clear on/off cycle that can be heard under almost all loads. Other types of trap including float, thermostatic and bimetallic all cycle between a higher and lower volume but do not have a distinct on and off. At low loads such as line drainage on insulated lines this cycle can be even less distinct. They sound like a dribble on light load and modulate on higher loads. Bimetallic traps respond even slower than the other traps making it even harder to distinguish between the cycles.  Venturi-orifice traps operate on a completely continuous principle with no cycle. Therefore these traps cannot be tested with ultrasonic measurements as there is no distinction to be heard. The orifice in these traps is smaller than in other types and so the same quantity of condensate discharges at a faster speed. The sound level in these traps is higher due to the speed of condensate and restriction of flash expansion in the throat. When ultrasonic testing is used on such traps they can incorrectly be identified as failed open. However, the performance of venturi-orifice traps can be verified using thermography as described below. In order to use thermography efficiently you need to collect vital information about steam pressure including local variations, reductions and back pressure from lifts and flash heat recovery. The temperature upstream and downstream of the trap must be taken and compared with the values on the steam tables for the given pressures. If temperatures upstream are lower than expected it could be because the trap is blocked and is backing up condensate. If however temperatures are higher downstream than expected it indicates that the condensate return line is pressurized. This could result from passing steam, undersized condensate lines or an obstruction.
Generally for line drainage type applications this method is accurate. If however you have a low temperature process; for example an air handling unit heating air to 50°C, the steam condenses but still has enough energy as condensate to heat the air. The control valve will open and close to control the level of condensate in the process but not enough to completely drain it. In this case the trap will only ever contact steam during start-up and does nothing during normal operation. The trap will run flooded and seem to be blocked but is actually working properly. Another problem may be when several steam traps in close proximity all feed into the same condensate line. If one of these traps fails it will pressurize the condensate line with live steam. The temperature after each trap will be higher than expected due to the one failed trap and finding it may be tricky. By using these methods in unison and understanding the processes a picture can be built up of the entire steam system. Thermography allows you to get a fast response that finds majority of failed traps. Any inconsistencies can be investigated further by an ultrasonic probe with the exception of venturi-orifice traps. This is because they discharge condensate continuously so can be tested only by thermography. Using the right equipment allows you to monitor your traps efficiently and maintain them accordingly, resulting in steam and energy savings.
1 Comment
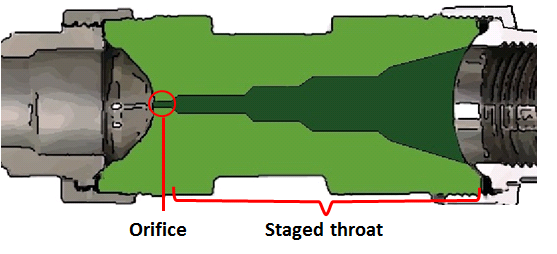
"A steam trap is a device used to discharge condensate and non-condensable gases with a negligible consumption or loss of live steam. Most steam traps are nothing more than automatic valves. They open, close or modulate automatically." The first sentence defines the function of a steam trap. All steam traps must remove condensate and non-condensable gases without losing any live steam. The second sentence explains the function of a steam trap in the simplest way. The keyword to note from this sentence is - most. This is where orifice type steam traps differ. Only mechanical type traps contain a valve. Orifice type traps do not contain any moving parts. So how do they function? There are two main types of orifice traps, (1) fixed or plate orifice trap, and (2) venturi orifice traps. Unlike a conventional mechanical steam trap, an orifice steam trap continuously removes condensate from a system. They allow any condensate present in the steam line to pass into the condensate return system as it is formed. The operation of the trap is based on the difference in density between water and steam. At low pressures, the density of condensate is about 1,000 times greater than that of steam. In the case of a small orifice, the condensate flows with much lower velocity through the opening, than steam. If both media are present, the much denser condensate will stop the steam from passing through. This means that no live steam will leak through the trap. Although fixed and venturi traps work on the same principle, there is one key difference between them. A fixed or plate orifice trap consists of a small orifice machined into a plate. The size of the orifice used is determined by the pressure and condensate flow through the trap. As condensate is forced through the orifice it passes from an area of high pressure into a lower pressure region. Water’s capacity to contain energy reduces as pressure reduces and so any excess energy which cannot be contained due to the pressure drop serves to instantly evaporate a proportion of the liquid water. This evaporation is known as flashing, and the instantaneous expansion of the flash steam creates a back pressure which prevents live steam from passing, and protects the orifice from erosion. However, this means that fixed orifice traps can only effectively drain condensate for a specific condensate flow condition, meaning that this type of trap cannot handle loads that are varying. If the amount of condensate which needs to be discharged reduces, the condensate plug at the orifice, created by localized back pressure from the flash expansion, will not be present. This will lead to live steam being lost. Conversely, if the condensate load exceeds the design flow for the orifice plate, then condensate will back up which may affect process temperatures or lead to waterhammer. 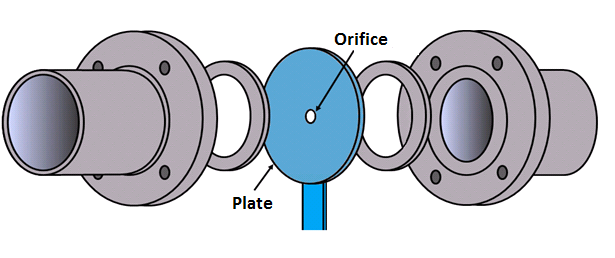 Figure 1: Fixed or plate orifice trap set up If you search for the definition of a steam trap Google will give you the following result: A venturi orifice trap works on the same principle, but with is one vital difference - It is designed to handle varying loads. Following the orifice there is a cleverly configured staged throat that is individually sized for its application and varying condensate loads. The staged throat is designed to create a variable back pressure at the orifice as the load changes. At lower flow rates the condensate flashes close to the orifice whereas at higher load conditions it flashes further down the stage throat. This restricts the condensate flow through the orifice depending on the load. So venturi traps can self-regulate their capacity across a range suitable for the vast majority of industrial applications.
The GEM steam trap is a venturi orifice type trap. The engineers at Thermal Energy International ensure that our GEM traps are sized correctly; maximizing the energy saved compared to conventional mechanical traps and fixed (or plate) orifice traps. Mechanical traps tend to have much larger orifice sizes, so when failing open, or even partially open, the steam losses can be substantial. Mechanical traps can often fail closed which can have catastrophic consequences on a site due to the resulting waterhammer.
Key advantages of a venturi orifice trap:
Thermal Energy's GEM steam traps are the most efficient and reliable steam traps on the market. Our high quality product and service enables us to supply GEM steam traps with a 10-year performance guarantee. See why our customers prefer our GEM steam traps over conventional steam traps. |
Archives
August 2021
Categories
All
|

 RSS Feed
RSS Feed
