|
Last week, at the Marcus Evan’s Petrochemical & Refining Online Summit, Thermal Energy’s David Coletta, Gary Brooks, and Mike Mckissick presented our energy efficiency solutions to Engineering Managers and Directors, Site Managers, Senior Process Engineers, and other representatives from over a dozen Petrochemical organizations at locations from Pennsylvania to Texas. The recurring theme from many of those plants was the exorbitant cost of leaking steam traps, and the simple and obvious solution, replacing them with traps that don’t leak. Easy, right?  Well maybe not for many sites whose current steam trap providers do not take the proper care when sizing traps, lack a suitable range of traps engineered to perform under varying process conditions, and/or lack the engineering expertise and experience to properly size the correct traps to their customer’s system requirements. Steam traps should come in a variety of configurations and capacities, engineered with a range of different sized orifices to suit different steam system conditions and requirements. Leaking traps are too often a result of mis-sizing, and the amount of wasted steam will depend on the size differential and steam pressure. Wasting Steam is Costly From operational, financial, and environmental perspectives, wasting steam is an expensive issue, and therefore, ensuring your steam system is at its optimum efficiency is paramount, both for your site and the environment. For each litre of heavy fuel oil burned unnecessarily to compensate for a steam leak, approximately 6.6 lbs of CO2 are emitted to the atmosphere, contributing to a sites overall environmental impact. According to Boiler Technologies - Energy Solutions Center “…steam systems that have not been maintained for three to five years, between 15% to 30% of the installed steam traps may have failed—thus allowing live steam to escape into the condensate return system.” 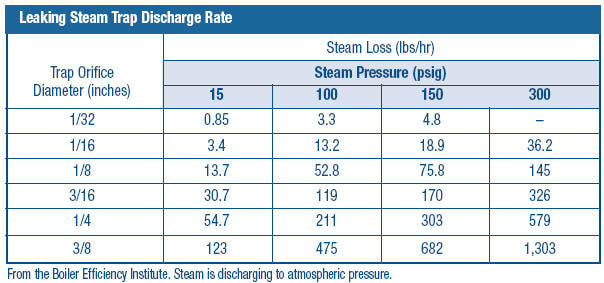 “Example: one small steam trap with 1/8″ orifice on a 100 psi system. “52.8 lbs/hour x 8,760 hours per year x $9 per 1,000 pounds = $4,162 [lost] per year.” For the Petrochem sector, with plants operating anywhere from 1,000 to 10,000+ steam traps, they can be potentially hemorrhaging anywhere from $67,000/year ($67 x 1,000 1/32” traps at 0.85 lbs/hr) to $102,728,000/year ($102,728 x 1,000 3/8” traps at 1,303 lbs/hr) in wasted steam energy. In terms of environmental cost, wasted steam amounts to thousands of CO2 dumped to the atmosphere annually. With the growing Green Recovery movement, and national agreements designed to issue taxation of inefficient plants, addressing steam trap leakage is an even more costly initiative to ignore. Even at the lowest potential annual cost, for any Petrochem plant - steam trap leakage is more than worthwhile investigating, as well as ensuring any leaking traps are replaced by a fully accredited professional engineering firm with the right products, knowledge, and care to get it right - which is where Thermal Energy International comes in. Eliminate Steam Trap Leakage To help customers to maximize their steam system efficiency, Thermal Energy places experienced steam experts onsite to perform a thorough trap survey and steam system analysis. Assessing the condition of each trap and identifying which need replacing is only half of the service. The Thermal Energy difference involves fully prescribing each properly sized replacement GEM™ Steam Trap based on an in depth understanding of its function in the system, and engineering experience in maximizing system efficiency for over 20 years. 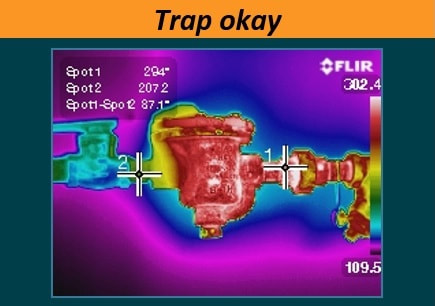   Following the completed steam trap audit, Thermal Energy’s engineers produce a detailed project quotation and payback analysis, which provides the site with a detailed analysis of the energy currently being wasted by leaking, malfunctioning, and failed mechanical traps. The potential savings associated with replacing the mechanical traps with ultra-efficient, venturi-orifice GEM™ Steam Traps is clearly described in the analysis. With no moving internal parts resulting in 10% to 20% permanent reduction in steam costs, and a 10-year performance guarantee, the case is easily made for upgrading to GEM™. Thermal Energy End-to-end Steam Trap Service The final stage in the Thermal Energy end-to-end steam trap service offering includes expert training of the sites system operators on the easy installation and minimal maintenance steps associated with their new, self-regulating GEM Traps. With the installation professionally sized GEM Traps ensuring the elimination of $1,000s of costly steam leakage and emission reduction, petrochemical sites will also benefit from the elimination of harmful water hammer and condensate back-up, making GEM their permanent steam trapping solution. Interested in Learning/$aving more? Download a copy of our Minimizing Maintenance for the Petrochemical Sector Guide to find out why the petrochemical industry is wasting time and money on unnecessary steam strap maintenance and replacement.
0 Comments
Your comment will be posted after it is approved.
Leave a Reply. |
Archives
August 2021
Categories
All
|





 RSS Feed
RSS Feed
