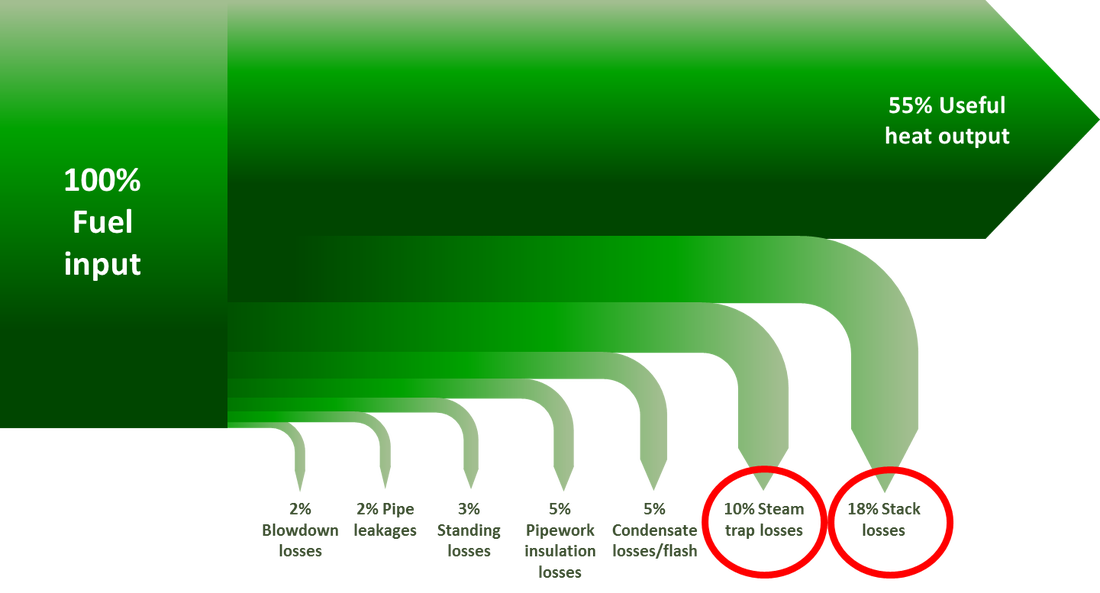
 In recent years, steam systems have increasingly been branded as inefficient and a problem to maintain. Some sites are decommissioning steam and switching to hot water or other means of energy transfer, expecting it to be more efficient. This is a real pity as steam is still the quickest and most effective way to transport heat energy around a plant. In fact the problem isn’t that steam systems are not effective, it is that most people have no idea that they can optimize their existing system by recovering any wasted energy. There is an effective way to permanently increase the efficiency of such systems to over 80%. On average only 55% of the fuel Input to a steam system is used as useful heat output. Of the 45% wasted energy the biggest losses are the 15-25% that goes up the stack as exhaust gasses and 10% that is lost through leaking steam straps. Both these losses can be easily recovered by implementing two simple projects bringing the efficiency of your steam system to at least 83%. 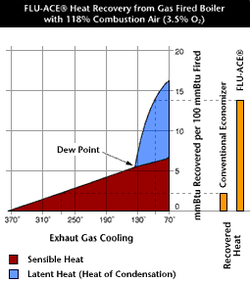 Technology 1 – Direct Contact Condensing Economizer We all know about traditional boiler economizers. They fit on to the back of your boiler and can usually collect about 2-4% of the wasted energy. This system however has application limitations and can only recover the sensible heat from the waste gas. A Direct Contact Condensing heat recovery system, such as FLU-ACE, can recover the full 18% stack losses providing fantastic returns. The system can reduce the boiler exhaust gas temperature below the exhaust dew point as far as 25°C. Cooling beyond the dew point releases all the latent energy in the exhaust by condensing all the moisture inside a separate stack. For a natural gas boiler, this latent energy will be around 18% of energy in the fuel. By the time boiler and distribution losses have been accounted for, they can typically save 20% of the fuel bill. FLU-ACE can recover the waste heat from the exhausts on boilers, CHP plants, dryers and other industrial heat sources. The recovered energy can be used for example, to pre-heat makeup water, heat Domestic Hot Water (DHW), or be used for heating systems etc. In addition, this also reduces greenhouse gases and helps work towards energy reduction targets. The control panels on the heat recovery units can also contain data loggers that continually record the energy being recovered and provide fault warnings if any issues arise. The system is very low maintenance, stand alone and payback on a typical project is usually 2-3 years and the units have a predicted lifespan of 20-30 years. Technology 2 – Venturi Orifice Steam Traps On average, 10% of mechanical steam traps fail annually. These steam traps can either fail open or closed. When they fail open they leak live steam which is inefficient, wasteful and can pressurise condensate recovery lines. When they fail closed, the condensate can back up causing waterhammer and if not detected quickly, can be catastrophic causing pipework to erode, and at times explode. It is the moving parts in mechanical traps that cause them to fail. Low maintenance steam traps like our venturi orifice GEM traps can provide an ultimate permanent solution. These steam traps do not contain any moving parts and therefore remove the possibility of a trap failing. When correctly implemented, they are sized to ensure that no live steam can ever pass through. This makes them energy saving and maintence free. Venturi steam traps functions on a principal of flash steam. Following the orifice there is a cleverly configured staged throat that is individually sized for the application to accommodate its varying condensate loads. The staged throat is designed to create a variable back pressure at the orifice as the load changes self-regulating their capacity across a range suitable for the vast majority of industrial applications. Combining these two proven technologies can recover 28% of the energy wasted. Making this more cost effective and more efficient then decommission or changing your heat source. Not only is this more efficient but it also involves less time hassle and money as there is no need to redesign and implement an entirely new system. So next time you think of decommissioning steam, don’t. Contact us instead.
1 Comment
|
Archives
August 2021
Categories
All
|


 RSS Feed
RSS Feed
